Новая серия LNMX с четырьмя режущими кромками для работы на высоких подачах, предназначенная для эффективной обработки глубоких полостей, небольших углублений и длинных канавок. Это обеспечивает более легкую, быструю и эффективную резку при черновой обработке пресс-форм, в авиации и других областях.

Конструкция режущей кромки
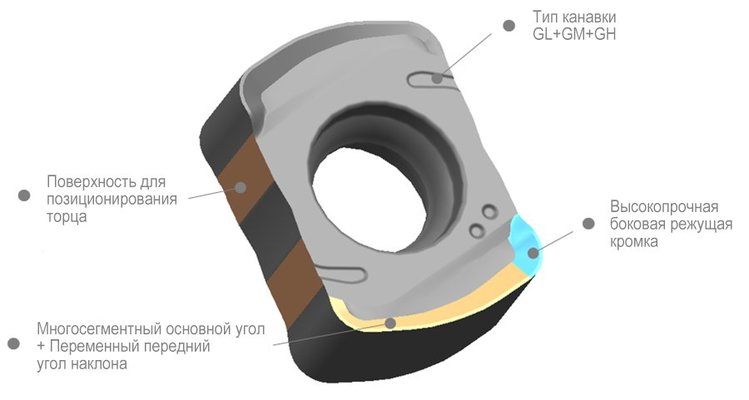
- Высокопрочная конструкция боковой режущей кромки: повышает прочность пластины инструмента при обработке боковых стенок.
- Многосегментный передний угол + конструкция с изменяемым передним углом: угол наклона режущей кромки изменяется в зависимости от глубины резания, что обеспечивает балансировку всего срока службы пластины
- Конструкция многосекционной поверхности позиционирования: достижение стабильного позиционирования при высокой подаче.
- Тип канавки GL + GM + GH: комбинация легких, средних и тяжелых типов канавок для удовлетворения различных потребностей в обработке.
1. О продукте:
Спецификация
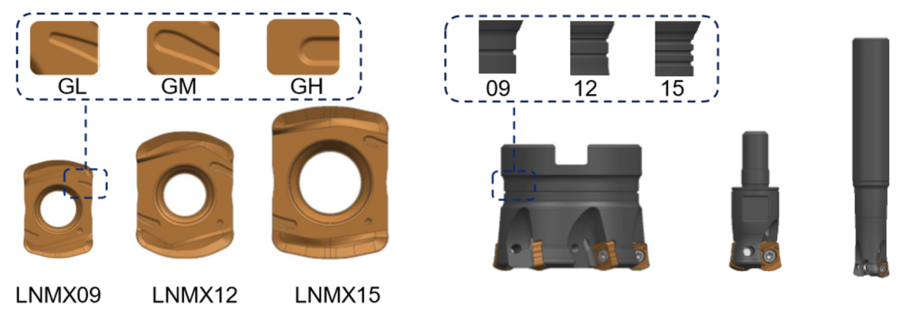
Технические характеристики корпуса фрезы от D25 до D125 мм, который оснащен цилиндрическим прямым типом, оправкой и сменной инструментальной головки для обработки в различных рабочих условиях. Прочность корпуса инструмента и винта повышена для обеспечения безопасности при обработке деталей малого диаметра. Конструкция канавки для стружки большой емкости больше подходит для быстрой обработки материала.
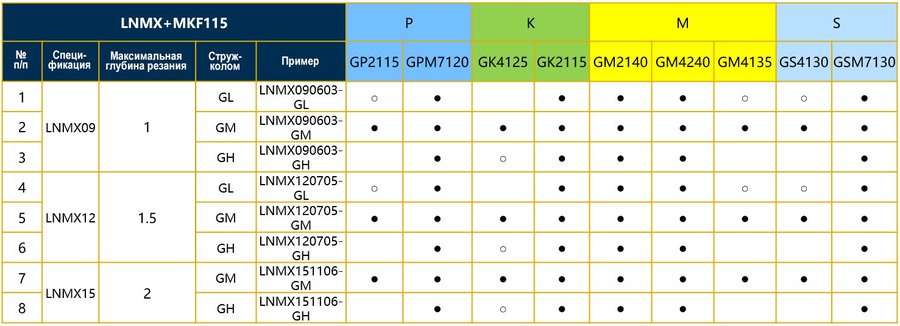
Всестороннее соответствие степени дробления
В сочетании со степенью дробления P, K, M и S достигается всесторонний охват обрабатываемых материалов. Добавление высокоэффективных марок cплавов GPM7120 и GSM7130 значительно увеличивает срок службы при обработке материалов из стали и титановых сплавов.
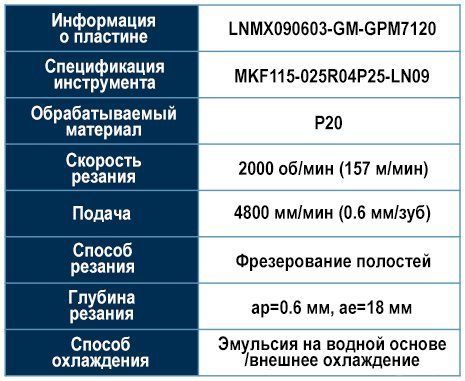
Пример 1: Обработка контура пресс-формы
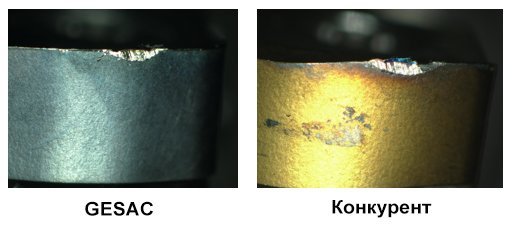
Соединение изготовлено из титановой стали P20 с твердостью 35HRC. Обработка этой детали требует высокой износостойкости режущего инструмента. В GESAC используется пластина LNMX диаметром 25 мм, с классом GPM7120, эта проблема обработки решена.
2. Применение:
При параметрах обработки N = 2000 об/мин, F = 4800 мм/мин, ap = 0.6 мм, ae =18 мм время обработки фрезы составляет 4.5 ч, в то время как срок службы нашего конкурента составляет всего 3.5 ч. Срок службы нашего изделия значительно больше, чем у конкурентов.
Пример 2: Фрезерование глубоких полостей
Материал заготовки - титановый сплав TC 18 с твердостью 34 HRC. Глубина полости для испытания в рабочих условиях относительно велика, и предъявляются высокие требования к антивибрационной способности при большом выступе и способности к разрушению при плохих условиях удаления стружки. Для тестирования обработки в GESAC используются пластина LNMX со сменными режущими головками.
При использовании параметров обработки N=700 об/мин, F=700 мм/мин, ap=0.5 мм, ae=9.6 мм время обработки нашим режущим инструментом составляет до 3 часов, что превышает ожидаемые заказчиком 2 часа. стоимость инструмента составляет менее 1/10 от стоимости твердосплавного режущего инструмента, который обладает высокой экономичностью.




XIAMEN GOLDEN EGRET SPECIAL ALLOY CO. LTD



