Серия CBN пластин с новым сплавом BHC200P для токарной обработки закаленной стали






Применение
Пример 1.
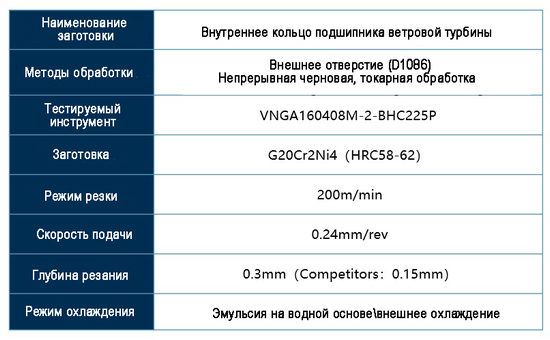
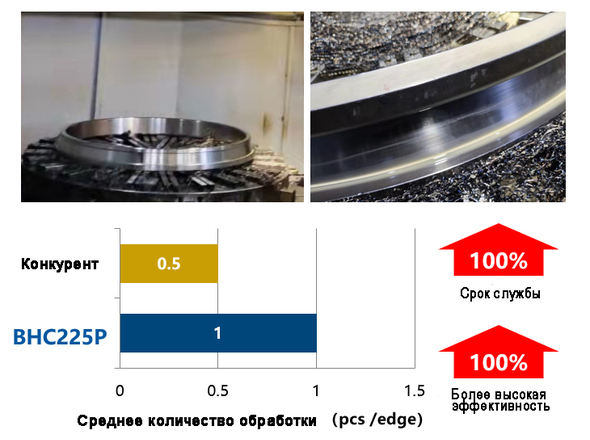
GESAC выбирает для клиентов новое поколение пластины CBN
VNGA160408M-2-BHC225P. Скорость резки пластины составляет Vc=200 м/мин, подача fn=0,24 мм/об, а глубина резания 0,3 мм. Для обработки заготовки требуется всего 3 инструмента. Одна кромка может полностью обработать заготовку. Срок службы и эффективность обработки повышаются на 100% по сравнению с предыдущим инструментом, идеально решая проблему низкой эффективности обработки для пользователей.

Пример 2.
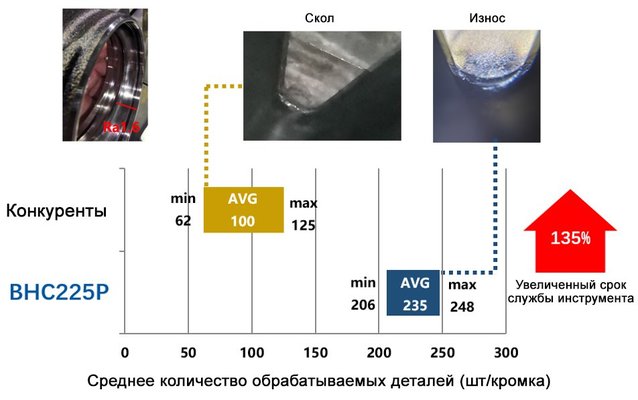
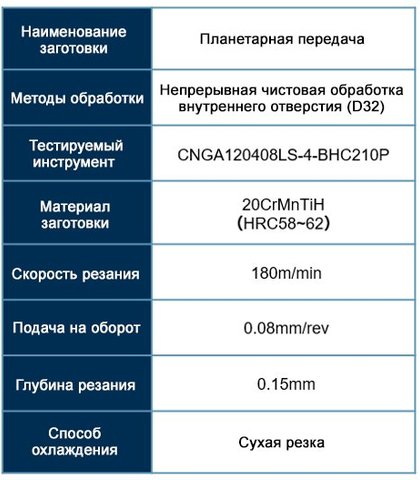
Материал тестируемой заготовки - 20CrMnTi, твердость HRC58-62. В настоящее время заказчик использует режущий инструмент с высокими затратами на обработку и требует минимального снижения затрат при соблюдении технологических требований. Компания GESAC использует лопасти BHC210P и BHC115P для тестирования технологических процессов.
Приняты следующие параметры обработки: Vc=180 м/мин, fn=0,08 мм/об/мин, ap=0,15 мм.Наш режущий инструмент BHC210P может обрабатывать 100 заготовок, BHC115P также может обрабатывать 87 заготовок, а конкуренты могут обрабатывать 78 заготовок. Срок службы инструментов BHC210P и BHC115P выше, чем у конкурентов, а превосходная экономичность была высоко оценена заказчиками.

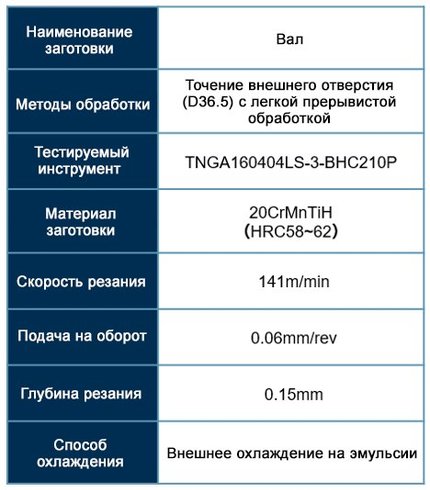
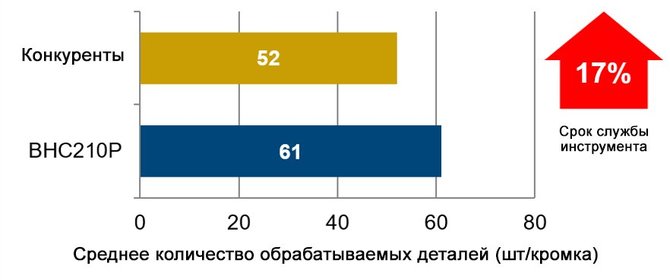
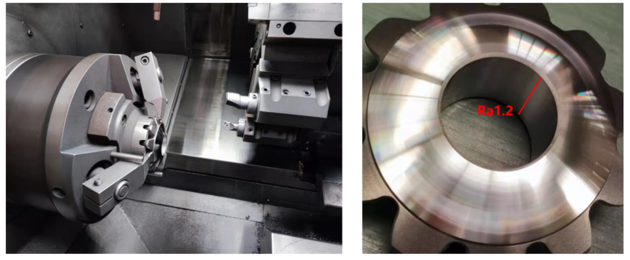
Материал тестируемой заготовки - 20CrMnTi, твердость HRC58-62. Требования заказчика к поверхности заготовки не должны превышать Ra0,4 при соблюдении требований технологического процесса. Для тестирования обработки компания GESAC использует лезвия BHC210P.
Приняты следующие параметры обработки: Vc=141 м/мин, fn=0,06 мм/об/мин, ap=0,15 мм и внешнее охлаждение.Благодаря соблюдению технологических требований заказчика срок службы нашего инструмента BHC210P был увеличен на 17% по сравнению с конкурентами, а стоимость инструмента также была снижена.
Пример 3.
XIAMEN GOLDEN EGRET SPECIAL ALLOY CO. LTD



